Как расточить цилиндр мотоцикла
Двигатель любого транспортного средства является его сердцем, которое заставляет крутиться колеса, тем самым приводя в движение транспорт, в том числе и мотоцикл. Таким образом, наибольшие нагрузки во время работы двигателя приходятся на его цилиндры и поршни. Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Причины выхода из строя цилиндра
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
Цилиндр и поршневая группа мотоцикла Иж Планета
Головка цилиндра мотоцикла Иж Планета
Возможные неисправности деталей цилиндропоршневой группы даны в разделе «Возможные неисправности двигателей и методы их устранения».
Поршневая Иж Планета
По скольку двигатель Иж Планета имеет один цилиндр, перед разборкой цилиндропоршневой группы выполните следующее:
* снимите защитные кожухи карбюратора, седло, топливный бак, глушители с выхлопными трубами, воздухоочиститель, карбюратор, колпачок с проводом высокого напряжения со свечи; * отсоедините трос от декомпрессора; * снимите катушку зажигания; * отсоедините маслопровод вместе с уплотнительными прокладками от патрубка.
Разборка.Выверните из головки цилиндра свечу и декомпрессор при необходимости их замены или ремонта. Отверните гайки крепления головки цилиндра и снимите ее со шпилек. Отверните гайки крепления цилиндра к картеру и, установив поршень в нижнее положение, снимите цилиндр, не допуская повреждения прокладки.
Снимите прокладку цилиндра. Кривошипную камеру закройте чистой салфеткой во избежание попадания в нее посторонних предметов. Выньте стопорные кольца поршневого пальца.
Выпрессуйте поршневой палец с помощью съемника. Во избежание деформации шатуна придержите поршень рукой. Снимите поршневые кольца, используя для этого 5—6 стальных или латунных пластинок длиной 30—40 мм, шириной 3—5 мм, толщиной 0,2…0,3 мм. Пластины введите под кольцо в месте стыка и равномерно разведите по окружности между поршнем и кольцом, затем снимите кольцо по пластинам вверх. Можно снимать кольца с поршня без пластин, но при этом надо иметь в виду, что при большом разведении концов кольца возможна его поломка.
Запомните порядок расположения колец в канавках поршня, чтобы при сборке установить их на свои места.
Осмотрите состояние резьбы в отверстии головки под свечу. При повреждении резьбы замените или отремонтируйте головку следующим образом:
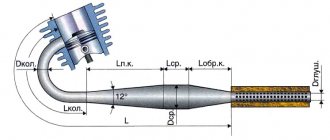
* рассверлите отверстие до диаметра 18,43 мм и нарежьте резьбу М20х1,5; * изготовьте втулку из бронзы согласно данным рисунку * заверните втулку в головку до упора и сделайте разметку * выверните и подгоните нижний торец втулки по сфере головки; * вверните втулку и развальцуйте ее на внутренней поверхности головки.
Осмотрите состояние плоскости разъема головки и цилиндра. Если на плоскостях имеются забоины или неровности (определяется по следам пропуска газов), удалите их шабером и при необходимости притрите плоскости на плите.
Нагар с головки удаляйте специальным раствором. При отсутствии раствора пользуйтесь металлическим скребком или шабером, затем зачистите поверхность наждачной шкуркой и промойте в керосине (неэтилированном бензине).
Величину износа определяйте замером поршня и цилиндра. Если зазор между поршнем и цилиндром более 0,3…0,4 мм, их необходимо ремонтировать. Ремонту подлежат также и цилиндры, имеющие на рабочей поверхности глубокие риски и задиры. Ремонт производите следующими методами:
* подбором и установкой нового комплекта (нормального размера) цилиндра, поршня и поршневых колец взамен изношенных; * расточкой и хонингованием старого цилиндра и установкой ремонтных размеров колец и поршня.
При замене поршень и цилиндры подбирайте одной группы (см. таблицу).
В запчасти для мотоциклов Иж Планета поставляются поршни и цилиндры четырех размерных групп. Маркировка группы поршня клеймением приведена на его днище, цилиндра — на нижнем фланце.
Замер приведенных в таблицах диаметров поршней производите на расстоянии 55+1 мм от нижнего торца поршня, а диаметра цилиндра — на расстоянии 30 мм от верхнего торца. Поршневые кольца в данном случае устанавливайте нормального размера. Диаметр такого кольца (при зазоре в стыке 0,25…0,45 мм) равен 72 мм. Устанавливая кольца и поршень ремонтных размеров взамен изношенных, цилиндр необходимо обработать расточкой и хонингованием под диаметр ремонтного поршня. В запчасти Иж Планетапоставляются поршни и поршневые кольца двух ремонтных групп
Маркировка группы поршня указана на его днище, группа колец — на ярлыке в упаковке комплекта поршневых колец.
Диаметр обработанного цилиндра должен быть больше диаметра поршня на 0,04…0,08 мм (0,01-0,03 мм для овально-бочкообразного поршня), овальность и конусность по всей длине не более 0,03 мм. Овально-бочкообразный поршень без поршневых колец должен перемещаться в цилиндре под действием силы тяжести поршня, поршень с разрезной юбкой и поршневыми кольцами — с усилием 30…80 Н (3…8 кг).
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла.
Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
Как видим, кроме того, что несвоевременные устранения дефектов приводят к расходу денежных средств, они также могут нанести непоправимые повреждения сердцу транспортного средства.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
МОЙ МОТОЦИКЛ
Все в курсе, что: мощность и «тяга» мотора напрямую зависят от состояния деталей цилиндро-поршневой группы. Знаете и то, что поверхности трения этих деталей изнашиваются из-за попадания на них пыли, использования некачественных масел и просто от длительной работы. Поскольку замерить мощность двигателя в бытовых условиях практически нельзя, многие используют косвенный показатель — максимальную скорость, а кто-то замеряет компрессию в цилиндре. Второй способ оценки мощности более предпочтительный, ведь скоростные возможности аппарата могут снизиться, например, из-за того, что закоксовалась выпускная система, нарушилась регулировка зажигания, разладилась работа карбюратора. Если двигатель действительно «подсел», не спешите сразу растачивать цилиндр под ремонтный размер. Умудренные опытом люди обычно придерживаются следующей последовательности в действиях: в первый раз меняют кольца, во второй — кольца и поршень (оба раза — на номинальные размеры), потом еще раз меняют кольца (тоже на номинальные) и лишь затем растачивают цилиндр под первый ремонт с последующей установкой ремонтного поршня с кольцами. Когда начинать эти замены,- зависит в основном от условии эксплуатации. Первая замена колец может понадобиться через шесть-семь (и до 25 у большекубатурных аппаратов) тысяч километров, а поршня — через 15-40. Оценить степень износа можно, если разобрать цилиндро-поршневую группу. Проводя разборку, нужно твердо помнить две вещи.
Первая — не уроните стопорное кольцо в кривошипную камеру. Чтобы избежать этой неприятности, сразу закройте камеру, скажем, тряпкой.
И вторая -не загните шатун, когда станете молотком выбивать палец. Лучше всего пользоваться съемником. Итак, поршень у вас в руках. Аккуратно снимите с него кольца (используйте три-четыре подкладных пластинки (рис. 1) и вставьте их в верхнюю часть цилиндра.
«Выровняйте» кольца поршнем — вставьте его в цилиндр снизу и измерьте зазоры в замках колец (рис 2) Если они превышают 3 мм, кольца подлежат замене. Зазоры в замках новых колец не должны превышать 0,2-0,4 мм.
Сразу оцените и состояние поршня: если зазор между ним и цилиндром более 0,3-0,4 мм, поршень требует замены. При подборе нового поршня удобно руководствоваться «дедовским» методом: вымытый и смазанный моторным маслом цилиндр лежит на столе, а вы опускаете в него поршень. «Хороший» поршень должен опускаться под тяжестью собственного веса около одной секунды. Если он со стуком провалился или, что еще хуже, застрял «на полпути», — ищите другой поршень. У каждой модели мотоциклов существует от двух до четырех размерных групп поршней, их разница в диаметре может составлять от 0,01-0,025 мм. Маркировка группы обычно наносится клеймом на днище поршня и на нижнем торце цилиндра. Следите, чтобы эти цифры совпадали. Особое внимание уделите состоянию бывшего в эксплуатации поршня. Осмотрите его на предмет наличия трещин и, если таковые имеются, — выбрасывайте его на помойку. Как правило, трещины возникают в зоне бобышек на внутренней поверхности поршня и по углам продувочных окон. Так или иначе, трещины всегда образуются в местах повышенных концентраций напряжений (рис. 3).
К ним относятся острые внутренние углы, остающиеся после механической обработки поршня, или из-за брака литья. Такие места скруглите надфилем, шарошкой и тщательно заполируйте. Однако трещины — не единственная опасность, подстерегающая поршень в его бесконечных возвратно-поступательных движениях. Сюрприз могут преподнести и поршневые кольца. Чаще всего приходится чистить от нагара канавки колец, когда сами кольца теряют подвижность («залегают»). Делайте это обломком старого кольца или острым предметом типа шабера. Использовать для чистки надфили или ножовочные полотна крайне нежелательно: можно вместе с нагаром счистить и «мясо» поршня. Последствия вы себе представляете: из-за утечки газов между кольцом и поршнем падает компрессия со всеми вытекающими последствиями. В этих же канавках установлены стопорные штифты. Они фиксируют кольца, чтобы те не проворачивались на поршне. Если в двухтактном двигателе, в цилиндре которого впускное, выпускное и продувочные окна, кольцо начнет вращаться (что и происходит при выпадении штифта), то в один ужасный момент стык кольца неминуемо окажется в зоне впускного (или выпускного) окна. Кольцо стремится разжаться, его концы немного распрямляются и входят в окно. В следующее мгновение противоположная кромка окна срезает высунувшиеся «на свободу» концы кольца, и двигатель с лязгом и грохотом выплевывает в глушитель его обломки. Но не ищите штифтов на поршнях четырехтактных двигателей. На них кольца просто разводятся стыками в противоположные стороны, ведь «опасных» окон нет вовсе. Разница ясна?! Так вот, теперь мы знаем, что стопорный штифт в двухтактном моторе -очень важная деталь. «Правильный» штифт ориентирует стык кольца на участок гильзы без окон (рис. 4)
Следующий объект изучения — отверстие под поршневой палец. В канавках этого отверстия с каждой стороны поршня установлены стопорные кольца с загнутыми усиками. Назначение усиков — облегчить монтаж-демонтаж стопорных колец в поршне. С ними такая история: конструкция подобных стопорных колец не прижилась на спортивных двигателях — из-за опасности того, что усики подрежутся поршневым пальцем и попадут в цилиндр. Поэтому на всех современных высокофорсированных двигателях применяются исключительно «безусые» стопорные кольца. А для удобства их демонтажа на поршне предусмотрена специальная канавка. Но какой бы формы ни было стопорное кольцо, оно должно утопать в канавке не менее чем на половину диаметра проволоки, из которой изготовлено. Кстати, рекомендуем проверенный способ, страхующий от выталкивания стопорных колец поршневым пальцем. Удалите у колец усики, а на торцах пальца по наружному диаметру немного увеличьте фаски (рис. 5). Теперь палец будет надежнее запирать такой фаской стопорное кольцо.
При нагревании двигателя зазор между поршнем и гильзой должен быть равномерным по всему ее периметру. Поэтому поршень в холодном состоянии имеет весьма сложную форму: по высоте — конический, ступенчатый или бочкообразный, а в поперечном сечении -овальный. Наибольшая овальность — в зоне отверстия под поршневой палец (до 0,03 мм). Поэтому, измеряя поршень, не удивляйтесь тому, что он «неправильный». Итак, вы подобрали поршень к цилиндру, теперь ищите подходящий палец. Диаметры пальцев, как поршней и цилиндров, делятся на несколько (до четырех) размерных групп. Подбирайте палец согласно предписаниям заводской инструкции. Обычно на торец пальца ставят точку краской определенного цвета. Такого же цвета метка наносится на бобышке внутри поршня. При комнатной температуре поршневые пальцы двигателей современных мотоциклов обычно входят в бобышку поршня под действием небольшого усилия. Однако на старых моделях пальцы в поршень прессовались, для чего поршни нагревали в кипящей воде… Опять-таки, внимательно почитайте инструкцию к своему мотоциклу. Напоминаем еще раз: работая со стопорными колечками, закройте картер тряпкой. Эта простая операция избавит от того, что вам придется до посинения трясти перевернутый мотор, чтобы удалить упавшую внутрь деталь. Когда установите стопорные колечки (с усами или без), проверьте правильность их посадки: каждое кольцо должно сидеть в канавке плотно, но прокручиваться по окружности при надавливании шилом на один из ее краев. Уже как анекдот постоянно слышишь об «умельцах», которые устанавливают поршни «задом наперед». Избежать неминуемой поломки колец поможет стрелка, выбитая на всех без исключения днищах поршней отечественных двухтактных двигателей — она и указывает, как следует сориентировать поршень. Правда, у всех «Иж-Юпитеров» стрелка смотрит в карбюратор. Если стрелка отсутствует или не просматривается, сориентируйте поршень по расположению стопорных штифтов: они должны «смотреть» на вертикальные сектора гильзы без окон…….
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
Источник
Цилиндропоршневая группа — разборка и сборка на мотоцикле
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм
в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.
8. Накидным ключом на 14 мм
отворачиваем четыре гайки крепления цилиндра к картеру.
9. Снимаем гайки с пружинными шайбами.
10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.
11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.
12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.
13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).
14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.
Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.
16. Проверяем состояние резьбы в свечном отверстии. Если резьба повреждена по высоте более чем на треть — заменяем головку цилиндра.
17. Аналогично осматриваем резьбу отверстия под декомпрессор.
При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.
19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.
20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.
21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.
При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.
23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).
25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.
26. Проверяем состояние сопряженных деталей: цилиндра, поршня, поршневых колец, поршневого пальца, бронзовой втулки шатуна. Зазор между поршнем и цилиндром, измеренный щупом на уровне центра поршневого пальца, не должен превышать 0,3 мм. На поршне не должно быть задиров, следов оплавления, трещин и других повреждений. Поверхность поршневого пальца должна быть без следов бронзы, прижогов и сильного износа. У смазанного моторным маслом пальца, вставленного в верхнюю головку шатуна, не должен ощущаться люфт. В поршень палец должен входить не свободно, а под легкими ударами молотка. Это необходимо для того, чтобы обеспечить рабочие зазоры между пальцем и поршнем, когда детали нагреются. Бронзовая втулка верхней головки шатуна также не должна иметь сильного износа и следов задиров.
Изготовление «фрезы»
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги «10» , «6» , «5» и «0»(на тканной основе — на бумажной не подойдут). Сразу несколько оговорок — шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти «черновую» и вывести «на чистую воду» , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень.
Начнем — замерим штангенциркулем гильзу:
Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:
Наметим примерно, где у нас имеется «больше мяса», и установим там нехитрую разметку и просверлим:
Тут же берем стамеску что побольше — и скалываем лишнее «мясо». Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:
Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель — затягивайте до скрипа в зубах — раскручиваться будет на ура. Посильнее затянешь — не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав «на газ» у дрели. Делайте чаще технологические перерывы. В перерывах — затягивайте все гайки. Если открутится — результаты могут оказаться плачевными.
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:
Потом форма напомнит нам цилиндрообразный предмет:
Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.
Должен получиться длинный деревянный поршень для цилиндра
. Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.
Замеры
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди
).
Пихаем разными сторонами, чтобы понять — где и что мешает. Если цилиндр работал в рисковых режимах — значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
Зеркало цилиндра — отличное, но вот выработка:
То что вы видите на гильзе цилиндра, это грязь . То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем.
Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял — что точит надо совсем немного. Если поршень совсем не лезет — тогда да, смотрим сколько нужно стачивать. Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Вы так долго этого ждали, приступим к процессу.