1. Unscrew the nut securing the cylinder head cover (be careful, oil will flow out) and remove it. There is now access to the nuts securing the head itself. Unscrew them, set aside the rocker arms and rods and remove the head from the studs.
2. To remove the cylinder, unscrew the four nuts that secure it to the crankcase. Do this gradually, evenly unscrewing the nuts and sliding the cylinder along the studs. For those who consider themselves super mechanics, we can advise removing the cylinder along with the head (in the event that its complete disassembly is not required). Then the need to perform step 1 is no longer necessary, but a certain difficulty arises with the precise installation of the rod into the recess of the pusher during reassembly.
4. Take a powerful screwdriver and unscrew all the screws securing the timing cover. Separate the roof from the crankcase.
5. Unscrew the screws securing the camshaft flange through the holes in the driven timing gear. Unscrew the plug at the top of the crankcase and remove the oil pump drive gear.
6.The easiest way to remove the camshaft is to use two mounting blades with curved ends (pictured). If there are none, no problem. Unscrew the screw and remove the pusher from the crankcase along with the guide sleeve of the inlet valve of the left cylinder. Place the top of the cam of this pusher towards the formed window and, using a powerful screwdriver, resting against the cam, press out the shaft.
7. Bend back the lock washer and unscrew the screw securing the timing drive gear to the front journal of the crankshaft. In the same way as in the previous paragraph (using mounts), remove the drive gear and remove its key.
8. We proceed to the most labor-intensive operation, disassembling the clutch. It is necessary to remove the sagging metal of the pressure plate and remove the six screws holding the clutch pack together. Do this: insert a screwdriver into the groove of the screw and hit the screwdriver on the side with a hammer to “clear” the groove from sagging.
9. Do not rush to place the clutch discs in different directions; first mark with chalk their location relative to the flywheel, so as not to disturb the balancing and running-in during assembly.
11. Screw two puller bolts into the flywheel body. 3Secure the flywheel from turning with an open-end wrench. After tightening the puller screw, remove the flywheel from the crankshaft cone. In the absence of special tools, as a last resort, it is permissible to dismantle the flywheel by hitting a fastening bolt that has been turned out several turns with a heavy hammer.
12 Remove the rear crankshaft main bearing housing bolts. Screw the puller bolts into it. By tightening the puller screw against the crankshaft journal, remove the housing from the bearing.
13. Unscrew the mounting bolts and separate the engine sump with the gasket from the crankcase. remove the strainer. Unscrew the two mounting bolts and remove the oil pump and rod assembly.
Assembly, as usual, is carried out in reverse order. And no paper gaskets - just sealant! The motor must be clean!
The material was prepared by the Operations and Testing Department.
Source
How to adjust valves on a Ural and Dnepr motorcycle?
Adjusting valves in the Dnepr and Ural motorcycles
Adjusting valves on a Ural motorcycle. Method #1:
- Unscrew the cylinder cap, not forgetting to get rid of any remaining oil.
- We turn the crankshaft so that the marks on the flywheel and on the engine crankcase completely coincide. This process can be controlled through a hole in the crankcase.
- Using a feeler gauge, the gap between the rocker arm and the valve is checked. It is worth noting that the dipstick should pass normally without getting stuck, but if this is not the case, then you need to tighten the bolt on the rocker arm with the locknut released. Here you need to be careful and not over-tighten, because these bolts are quite fragile.
This is the first way to adjust the valves. Also see the article on grinding in Ural motorcycle valves.
Adjusting valves Ural. Method #2:
- Unscrew the cylinder cap, not forgetting to get rid of any remaining oil.
- We turn the crankshaft and pay attention to the valves.
When the intake valve closes, the clearance for the exhaust valve is adjusted (the valve is open and begins to close). When the exhaust valve opens, the clearance for the intake valve is adjusted (the valve is closed and begins to open). It is worth noting that the gap diameter should be 0.05mm. If this value is different, then we adjust the bolt on the rocker arm with the locknut released. Having established the desired gap diameter, you can tighten the locknut back. So, we figured out how to adjust the valves, describing both methods. It is worth noting that you need to check these gaps at least once a month to maintain normal engine operation.
[sc:ads1]
Adjusting valve clearances is necessary to extend the life of heads and valves. These clearances are thermal and are intended to compensate for the expansion of the valves while the motorcycle engine is running.
An increase in the gap leads to a sharp drop in power , as a result of loose closure, but if the gaps are too small, the valve cover will run out, which will lead over time to the destruction of the root rod.
In order to understand whether there is a problem with clearances, it is necessary to start the engine. When its parts are not yet warmed up, you can hear a distinct, characteristic chirping sound as a result of the beating of the valve cover. The absence of such a sound when the engine is warm after a trip can also confirm your guesses.
The valve clearances of a Ural motorcycle or any other must be checked according to the regulations specified in the passport for the technical device or instructions. According to information from the manufacturer, every 3000 km or when operating the vehicle for a period of 3 months or more, it is necessary to check the clearances or adjust the valves.
- Adjusting valves on an 8-valve VAZ 2114 engine
Motor defective
The process of disassembling the motor is quite complicated, but what is more important is that the existing gaps “go away.” Thus, if you disassemble the motor and then reassemble it without repair, extraneous noise is likely to appear due to the increase in gaps. Therefore, experienced mechanics advise, first of all, to assess the condition of the motor without disassembling the main elements, or to carry out a partial disassembly, then carry out troubleshooting and, based on its results, decide whether to make repairs or not. A malfunction can be determined “by ear” if:
Reason: wear of the piston pin and the appearance of an excessively large gap between the pin and the bushing. Solution: first of all, you can set the ignition later, in some cases this either completely eliminates the noise, or it becomes insignificant, which allows you to use the motorcycle for some time. If this does not help, then the old pins are replaced with new ones, as well as the connecting rod bushings with their subsequent development.
Reason: the appearance of a gap between the pin and the piston boss. Solution: replace the pin + piston set with new ones of the same group.
Reason: clearance between piston and cylinder. Solution: selecting a new piston of the next repair size and boring the cylinder for a new piston group.
Reason: This sound may indicate an increase in the gap between the lower end of the connecting rod and the crankshaft crank pin.
By the behavior of the motorcycle you can find out about the following problems:
Cause: worn piston rings. Solution: complete replacement of the piston rings, and if there is damage to the cylinder plane, boring it, with subsequent repairs.
Owners of the Ural motorcycle most often encounter similar problems. As you can see, most problems are diagnosed by craftsmen “by ear”, and despite all the primitiveness, the result turns out to be very accurate. Assuming there is a problem with the motor, you should stock up on a set of necessary pullers, keys and repair parts, and only then begin disassembly.
Winter evenings 3 months have passed since the purchase of the motorcycle. The status is as follows: the engine has been defective, spare parts have been purchased and is almost ready for reassembly. A couple of little things are missing (timing gears and an oil seal for the camshaft), which are already on their way. Lucky is the Russian Post, with which, since immersing myself in the topic, I have to communicate more often than with transport companies. Somehow this is how it happened with retro waters. Disassembly of the engine showed that the main components were quite tired. The knee has strong play, there is a deep groove on the camshaft, there are scuff marks in the cylinders and the rings are stuck. Regarding the engine, the decision was to assemble it as an “original”. So wanted. Therefore, a new piston from storage, a zero crankshaft and other carrots from the Soviet past. It so happened that I have Irbit nearby, but I didn’t have a chance to buy anything there, either there are no required parts, or they’re outbid, or the numbers are crazy. It was technically possible to sand the pots, unroll the repair size, apply a hone and make planes. Take forging, as many do. And there were even ready-made kits on hand. But in view of the fact that the motor will be for admiration and rare trips, the motor will have pistons and rings from its time.
The block went through standard washing operations, but not quite standard cleaning operations - often the parts get sandy, in my case I had a wonderful opportunity to “unglaze”.
The cleaning device is charged with small glass beads (
40 microns) and essentially everything is the same as with sand, but the surface is closer in color to a new aluminum casting
In parallel with the analysis, there was a search for the necessary parts, because... the concept had already been formed and it was clear where to dig. The geography of search and shipment of spare parts is from Kaliningrad to Novosibirsk. The very first purchase was cylinders. Here I want to express my deep gratitude to Tofik500 for their help in purchasing the lot in its area.
The cylinders came in a weathered wooden box made of thick boards, wrapped in paper, covered with pushsal and also with the remains of kraft paper. There is some special atmosphere in these things. Like a time machine. And then I realized what a cruel thing this Soviet preservative was. The method of control is temperature, i.e. It was possible to re-preserve them using an industrial hair dryer and hot water.
The next purchases were easier, because... I came to the understanding that parts can be found, there is no need to rush to the first lots that pop up, and the part you need will still find you.))
Thus, pistons appeared for a symbolic price of 800R. and a new crankshaft for 7000, for comparison, for a new knee they can break up to 25,000 RUR. By the way, before the appearance of the new crankshaft, I had already bought another one - from a factory restoration since Soviet times, forgotten in garages, but the desire to have a new one overpowered. Here, too, there was a struggle with the pushsal until it was defeated. The necks are not completely cleaned and there is also grease and dirt in the oil deflector washers. I don't want to remove the washers, because... They are well sealed at the factory. There is no time to clean everything manually yet. I'm thinking of soaking it in gasoline or acetone.
It’s difficult to fit the events of several months into the framework of one note; on the other hand, you don’t always photograph everything. Many steps will be skipped here; if I remember, I’ll add them.
I paid close attention to the topic of metal appearance. Very often it is stupidly painted with silver. There are many such projects on the network. As soon as I managed to find a caterpillar instead of the original broken one, it also went into glass, just like the cylinder covers. I was in a hurry with them, they are not perfect yet, but they are already quite clean. I got the goose maker for 800R and came from somewhere in central Russia, i.e. plus mail. But it’s still cheaper than in online stores for spare parts for retro, where they ask from 2 to 3 TR. It will probably be necessary to add prices to the rest of the stocks in a separate note, I think it will be interesting. On the advice of experienced restorers, I found a set with a dial ring. A week of waiting and it's in your hands.
A separate topic is fasteners. What comes off the bike is often broken, rolled up, or replaced with some ridiculous crap, at least in my case. Therefore, I decided to purchase a Polish engine mounting kit. This set can be found both on Russian and foreign sites. The word “zinc” appears in all the descriptions; from the pictures everything looks very shiny, but has the correct metrics and packaging by units, which is quite convenient.
Therefore, that part of the fastener that is visible and should not shine due to the time of its origin will go into galvanization (cadmium plating) to look like in the box on the right. This fastening kit has the right to exist and I think that I will also take the subsequent kits of fastenings (frame/sidecar) from the Poles for modification. The price is humane.
Simultaneously with the details for the main goal, I monitor other things, when something interesting pops up, it’s hard to resist not buying. For example, a small flashlight for my model, if my memory serves me right now, it’s an FP-7 with a small glass and vertical stripes on it. Tired but original, with a mounting pad inside, a piece of wire and even a light bulb. Expensive, but I really wanted it))
In contrast to the stubbornness of the flashlight, a cover was purchased for the rear crankshaft oil seal. I decided to switch from felt seals to rubber, so the cover is Ural. This way the engine will be cleaner, the felt will be wet with oil. I grabbed a bunch of checkpoints in Rostov, it seems to be alive, but still under the bulkhead. For now it will lie down. My box didn't come with the motorcycle at all.
In general, there is quite a lot of hassle and movement, but so far without a tangible finished result of anything. Therefore, to stimulate the optic nerves, sometimes I throw everything into a pile and imagine how everything will look together)) Don’t pay attention to the cylinders for now, they will be cleaned of the old thermal paint and repainted black. The cylinders are one imz, the second kmz (there is a screw for checking the oil pressure) some kind of later version from the Kievites, where the thermal paint is not black, but light. Moreover, it is very well preserved, while the Irbit one lost some of its thermal paint even under pushsal.
I didn’t even start electrical equipment, but instead of g414 I tried to look for g11-a, which was installed for my year. By the way, the clamp for the gene is the correct one with a latch, and not this black garbage that is standing here. But hitting the bull’s eye not only with the modification of the unit but also with the year of manufacture is a tower. My g11-a arrived in the 9th month of 1959 (stamp), so for now it’s lying there, waiting for fate - in the bulkhead and forget about some of its novelty, or look for a 54 year and older one. This also applies to other details, but I feel that the process can stretch on indefinitely)) Of course, I involve the younger generation in the topic so that they already know their motorcycle.)) Disassembling the wheel was a joint effort and almost without losses - minus one short spoke. If the outer spokes of the plates can be replaced with Ural ones, then the inner (short) ones are not a common position, so we save them. They will also go to sandblasting, and then to electroplating. We need to speed up the process of disassembling the remaining wheels.
That's all for now. I hope the next part (about assembling the heart) will come out not in 3 months, but much earlier.
PS: a couple of videos of how glass jet works... oops, for some reason there is no video(
Sequencing
- First, it is better to remove all excess that may interfere with free access to the cylinder head.
- The spark plug is unscrewed.
- The cylinder head cover is removed. There will most likely be oil in it - place something under the motorcycle and carefully drain the contents.
- When cranking the crankshaft, it is necessary to set the so-called “dead center of the compression stroke”. This means that the valve must be closed and not affected by the camshaft. If you have difficulty with this process, refer to the factory markings on the flywheel and crankcase. It is necessary to get exactly the top point, marked on the flywheel with the letter “B”.
- It is necessary to insert the dipstick into the space between the valve and the pusher.
To do this, use a tool with a thickness of no more than 0.07 mm. The entire procedure should be carried out only on a cold engine, since even slight heating can throw off all indicators. In order to understand the clearance on the valves of a Ural motorcycle, focus on the feeling and the average value of 0.05-0.07 mm. Your dipstick shouldn't fall through, but it shouldn't require much force to push between the valve and rocker arm. Otherwise, adjustment is needed.
To adjust, you will need to tighten or loosen the bolt located on the rocker arm.
Before doing this, loosen the control nut. ATTENTION! These bolts are quite fragile and can easily break if too much force is used, so use a comfortable tool and do not overdo it. Once the adjustment is complete, reinsert the dipstick.
If it fits tightly, secure the bolt with a locknut. To check the correctness of the actions performed, after reassembly, start the engine and evaluate the changes in its operation. Excessive clattering and clicking should go away, and the engine should produce more dynamics and speed when driving. As you can see, valve adjustment is a fairly simple process that all owners of domestic motorcycles have to become familiar with. Those who actively use a motorcycle can make adjustments once every month or two. If you are focused on mileage, in the absence of problems or extraneous sounds, you still need to check the gaps.
Checking and repairing cylinder heads and gas distribution mechanism of Ural, Dnepr motorcycle engines
If compression in the engine cylinders decreases as a result of loss of valve tightness, then the gas distribution mechanism must be repaired. Signs of a malfunction: decreased power, difficulty starting the engine, increased gasoline consumption, loud noise in the upper part of the engine crankcase (where the pushers are located) and in the cylinder heads.
To repair, you need to remove the head and determine the condition of the parts of the gas distribution mechanism. Before checking the cylinder head, carbon deposits are removed from the walls of the combustion chamber and from the surface of the valves with a metal brush. Then the cylinder head is thoroughly washed, checking for breakdowns, cracks, burnt valves, or broken threads.
To inspect the condition of the springs, guides, seats, valves and carry out the necessary measurements of their wear, the valves are removed using a special device that makes it possible to compress and release the valve springs. When there is no device for compressing the spring, you can use a 19x22 socket wrench installed
vertically.
After removal, markings are placed on the valves so that they are not mixed up during the assembly process. The removed parts are thoroughly cleaned of carbon deposits and resinous deposits and washed. Then the head channels and valve guides are cleaned and washed. Before installing them in place, their rods are lubricated with graphite grease or engine oil. If cracks are found, the cylinder head is replaced. To restore the broken thread in the hole for the spark plug, the hole is drilled out to a larger diameter and the thread is cut. Then a bronze bushing is made with a collar 1.5 mm high with the same thread on the outer diameter. On the inner diameter, a thread is made for a candle 14x 1.25. The finished sleeve is secured with a pin. If the working chamfers on the valves and seats are slightly worn and have shallow cavities, and the conical chamfers are preserved, then the valve seats are ground in. If the chamfers have stepped shapes or deep cavities, and the chamfers of the saddles associated with them are rounded, then these surfaces must be restored. The seats are processed with conical cutters, the angle of which is 45°, 75°, 15°, relative to the valve guide (Fig. 34). First, using a cutter with an angle of 45°, remove the metal from the surface of the working chamfer, then cut off the sockets with an angle of 75°, then with a cutter with an angle of 15°, remove the chamfer from the bottom of the socket. The width of the working chamfer should be within 1 - 1.5 mm (Fig. 2.39). Metal removal with a 45° angle cutter should be minimal so that defects on the seat chamfer are removed (Fig. 34).
Rice. 2.39. Valve Angle Machining Angles
The working chamfer of the valve is machined or ground at an angle of 45° to the axis of the valve stem. The removed layer of metal should be minimal. The thickness of the cylindrical part of the valve head after processing is not less than 0.5 mm. When this is not observed, the valve must be replaced. The runout of the working chamfer relative to the rod should not exceed 0.003 mm. If the valve head is heavily grooved or cracked, the valve must be replaced. After processing the valve and seat, their working chamfers are ground in. If the valve seat of an MT and Ural engine has defects that cannot be removed with cutters, it must be replaced. To remove the valve seat, a thread is made in it, and the part is pressed out of the seat with a special puller (Fig. 2.40).
If there is no tool, the valve seat can be cut with a countersink. The dimensions of the workpiece for the new seat of the MT 10-32 and M67-36 engines are shown in Fig. 2.41. During its manufacture, the outer diameter is determined by the socket in the head with the condition that an interference of 0.2 - 0.3 mm will be ensured. The head is heated and the seat is pressed into place using a mandrel. Then the working chamfers on the seat are processed relative to the valve guide (Fig. 2.42). The runout of the seat chamfer relative to the guide bushing hole should not exceed 0.05 mm (Fig. 2.43).
To determine the condition of the valve guides, check the gap between them and the valve walls. The inner diameter of the guide bushing is measured in two planes located at a distance of 10 mm from the ends, and the diameter of the valve stem in three planes: the first and third planes at a distance of 10 mm from the ends of the working part, the second plane - between the first and third in the middle. In each plane, the largest and smallest diameters are measured without indicating their relative positions. If the gap between the valve stem and the hole in the guide bushing exceeds 0.25 mm, the valve must be replaced; if the wear of the guide bushing exceeds 0.15 mm, then it must also be replaced. In MT 10-32 and M67-36 engines, the worn-out bushing is removed using a mandrel. The head is heated to a temperature of +150 - 200°C and a new guide bushing is pressed in, maintaining 20 mm from the support plane of the lower spring washer to the edge of the bushing. The dimensions of the bushings are given in Fig. 2.44.
When making bushings, the outer diameter is determined so that the interference is 0.028 - 0.080 mm. After installing the guide bushings, their holes are processed with a reamer to a diameter of 8±0.022 mm. If old valves are used, it is recommended to grind their stems to a diameter of 7.8″0.035, and make the bushings with an internal diameter of 7.8±0.022. After replacing the guide bushing, check the concentricity of the chamfer near the seat relative to the axis of the bushing and, if necessary, modify the seats with cutters or grinding.
The worn-out valve guide of the K-750M engine is treated with a reamer for the valve with a thickening rod to ensure a gap of 0.05 - 0.10 mm. Valve springs are checked for elasticity and absence of cracks. For MT10-32 and M67-36 engines, the force required to compress the external spring to a length of 34 mm should be 1.45 - 16.9 N (14.8 - 17.2 kg) to a length of 26 mm - 2.49 - 29 .7 N (25.8 - 30.3 kg). To compress the internal spring to 30.5 mm, a force of 0.95 - 11.2 N (9.85 - 11.4 kg) is needed, up to 22 mm -2.06 - 2.82 (21.15 - 25.85 kg).
For the K-750 M engine, the spring compression force to a length of 37 - 39 mm should be 2.87
- 4.36 N (39.5 - 44.5 kg). If the elasticity of the springs is less, then they need to be replaced. The valve spring washer of the MT engine is checked to ensure that there are no cracks or kinks; if it is broken or worn out, then new ones are installed. It can be made from textolite or a clutch friction disc. The outer diameter of the washer is 31 mm, the inner diameter is 15.5 mm, and the thickness is 2.5 mm. Springs cannot be installed without a washer, because in this case, their force decreases sharply and during engine operation at high crankshaft speeds, the piston may collide with the valve head. In addition, the washers protect the springs from excessive heat. The valve tip of the MT engine is checked for increased wear and cracks, and the fit on the valve stem is checked. If wear is detected on the surface of the connection of the tip with the toe of the rocker arm or with the end of the valve, the tip is replaced. When installing a new tip, you need to check its fit over the entire area of the end of the valve stem. To remove the rocker arm, you need to unscrew the nut and remove the rocker arm axis from the cylinder head brackets. In this case, the rocker arms with bushings must be marked so as not to confuse these parts when installing them in their old place. After removing the valve rocker arms, the parts are washed, inspected and the necessary measurements taken. First of all, check for cracks, nicks, burrs on the axles, in the rocker arm holes and in the head brackets, as well as wear of the bushings and internal holes of the rocker arms. If the gap between the rocker bushing and the axle exceeds 0.12 mm, replace the bushing. After pressing, the new bushing is processed so that there is a gap of 0.02 - 0.06 mm. A small wear on the cylindrical surface of the rocker toe is eliminated by grinding using a pattern of R = 10 mm. The adjusting screws, which have wear on the spherical bearing surface and play in the threaded connection with the rocker arm, are replaced.
The rocker arms on the cylinder head are installed in the following sequence:
- insert a steel bushing into the rocker arm hole, the lower thrust washer, the rocker arm with the bushing and the upper support washer into the cylinder head brackets;
- lubricate the axle and rocker bushing with engine oil and insert the axle into the cylinder head brackets;
- put a flat and spring washer on the axle and screw on the nut;
— put the control block in place, screwing it in until it stops;
- screw in the locknut.
When it is necessary to remove the valve rocker arms of the M67-36 engine with axles and brackets from the cylinder head, they must be marked so that they can be installed in their old place during assembly. For disassembly, the rocker arm axle is pressed out from the bracket. After disassembling and washing, the rocker parts are inspected and the necessary measurements are taken. If the axles and holes in the rocker arms are damaged by more than 0.07 mm, then the parts are replaced. If the bronze bushings are pressed into the rocker hole, they are replaced with new ones. After pressing, they are processed so that the gap is 0.040 - 0.082 mm.
Rice. 2.42. Dimensions of valve seats of the MT10-32 engine: a - intake; b - graduation
Is it possible to make pressing out the valve seats easier?
To facilitate this operation, it is necessary to make a special mandrel (Fig. 2.45). And then insert mandrel 2 into the head from the side of the combustion chamber (the guide bushings are already pressed out), aligning the edge of the mandrel with the connector of the seat and head (Fig. 2.46). Insert a screwdriver into the gap formed on the other side and lightly hit it with a hammer.
And then press out the seat with gentle blows on the shank of the mandrel. Attention! During pressing out, you need to turn the mandrel along the diameter of the seat and wedge it with a screwdriver. The operation takes just a few minutes.
Rice. 2.46. Scheme for pressing out the seat: 1 - screwdriver; 2 - mandrel; 3 — head body; 4 - saddle
ARE THERE ANY TECHNICAL NUANCES WHEN REPLACING CERAMIC VALVE GUIDES ON “URAL” CYLINDER HEADS?
Yes, before pressing into the head body, the new bushing must be soaked in engine oil for 1.5-2 hours. After replacing the bushing, be sure to process the seat chamfers using cutters.
HOW TO “DRY” A VALVE IF THERE IS NO PULLER?
If there is no puller, there is the simplest solution. Take a piece of metal pipe with an internal diameter of about 20 mm or a spark plug wrench from the standard tool kit. Place some kind of stop under the valve from below, or, at worst, crumple up an old rag and fill the combustion chamber with it, and place the head itself on the floor. Place the pipe on the top valve plate and hit it with a hammer. With the second or third blow, the crackers will leave their place and release the spring. Remove them together with the upper and lower plates and remove the valve.
• HOW TO REMOVE THE OLD VALVE SLEEVE?
To remove the old valve bushing, you will need a mandrel made according to the sketch shown.
ensures that the bushing comes out freely downwards, insert the mandrel into the bushing from the side of the combustion chamber and knock it out with hammer blows. Be careful: the bushing is quite fragile, so try to strike strictly vertically so as not to break the bushing or damage the seat under it in the head.
Rice. 2.47. Mandrel for removing the valve sleeve Place the head on some support that
contents .. 21 22 ..
Clearances on domestic heavy motorcycles:
- Ural 650 – intake and exhaust valves of 0.05 mm each;
- 750 – inlet 0.05 mm, exhaust – 0.07 mm;
- Motorcycle Dnepr - intake and exhaust valves of 0.07 mm;
- K-750 – inlet 0.07 mm, exhaust – 0.1 mm;
- M-72 - 0.1 mm intake and exhaust valves.
After adjustment, carefully inspect the engine, listen to how it works, do not miss anything, there is no need for haste. A mistake made will lead to rapid burnout of the valves or strong impacts on the pistons.
[sc:ads5]
We recommend reading:
| How to remove the variator? Instructions with comments |
| Adjusting motorcycle valves Expert recommendations |
[sc:ads6]
Have you read it? Write a comment
On a Ural motorcycle, valve adjustment is not often required. In this regard, the engines are very reliable. But still, sometimes it is simply necessary to do this work. Correct adjustment of the valves on the Ural motorcycle allows you to avoid premature wear of the power unit.
- How to adjust the valves of a VAZ-2115 injector 8 valves
Content
What is thermal gap
The term thermal clearance refers to the distance between the rocker arm and the upper end of the valve. This allows for the inevitable thermal expansion of engine parts to ensure optimal operation of the valve mechanism. The disadvantage of having such a gap is the low stability of the engine when starting when cold, but it works great when fully warmed up.
It should be remembered that the gap must be appropriate for the engine model. On older models, the alloys are less stable, so it is recommended to set this indicator to 0.1 mm. On more modern engines, the gap can be set within 0.05 mm.
Why adjustment is needed
To understand why valves are adjusted in the Urals, let’s look at how the engine works with different adjustable clearances:
- With a small gap, especially if the pusher fits closely, low compression is observed. Even on a hot engine there is a gap. In this case, the engine operates unstably at any temperature; on a hot engine, characteristic knocking noises will be heard, and popping noises may occur in the carburetor;
- If there is a large gap on the valves, they do not open completely. At the same time, the combustion chamber is poorly ventilated and is also not sufficiently filled with the fuel-air mixture. This leads to unstable operation of the motor.
If there are strong deviations in the clearances, the engine operates very unstable, to the point of being unable to start. Adjustments are made to avoid these problems.
Reasons for repair
The most popular reason to repair a Ural motorcycle is considered to be insufficient dynamics of the motorcycle, smoke from the muffler, loss of traction at high speeds, and a decrease in maximum speed. Reasons that even inexperienced riders can note include increased fuel and oil consumption. If such problems appear, there is no need to disassemble the engine right away; first you should check the ignition, then the carburetor settings, measure the compression and check the valve adjustment, and after eliminating all other problems, you should get into the engine and repair the Ural motorcycle engine.
You might be interested in how to tune a Ural motorcycle. A detailed description of possible directions for tuning a bike!
More experienced owners may suspect a problem by the sound of the engine. Specific noise reveals a number of problems that are determined with high accuracy.
There are also a number of reasons to repair the engine that are not related to its breakdown. For example, the engine can be rebuilt during a long period of inactivity, during restoration, after a long mileage, and so on.
Required Tools
Before you start adjusting the valves, you should prepare the necessary tools. First of all, you will need a set of keys. In practice, you will only need one, but it is better to have everything on hand.
The motorcycle valves are directly adjusted using feeler gauges. Depending on the motor model, different probes may be needed. On the M 72 Ural, a thickness of 0.1 mm will be required; for newer engines, for example, IMZ, it is better to use 0.05 mm.
In fact, these are very conditional indicators. There is a small tolerance during adjustment, but under operating conditions of the power unit this does not affect its performance.
You will need to stock up on a small container to catch the oil; it can sometimes spill. Also, a rag will not be superfluous; it can be used to clean the engine from dirt. Let's see how to properly perform this repair.
Adjustment on M-72 and Dnepr K-750 engines
This work is quite simple, but we will still describe it in detail. Before starting work, the motorcycle should be tilted to the side and a container should be placed under the engine to collect the oil. The settings are made in the following order:
- How to adjust the carburetor on a Ural 2 Electron chainsaw
- Using a wrench, unscrew the nut securing the valve cover;
- Drain the engine oil from the cavity;
- We install the piston in the cylinder at the top dead center of the compression stroke. To check the marks, it is worth removing the rubber plug from the engine crankcase. The engine is cranked using a kickstarter;
- Next, the use of the adjustment probe begins. It is used to measure the gap between the rocker arm and the valve. This indicator should be equal to 0.1 mm;
- If the gap is different, then it is worth making an adjustment. To do this, loosen the locknut and tighten the adjusting nut. After this, the locknut is tightened;
- Next, the engine is cranked by the kickstarter one more time, after which the correct settings are checked. If everything is normal, then we assemble the cylinder and move on to another.
This is how the valves on the Ural motorcycle are adjusted; the BSZ on the Izh Jupiter 5 has a slightly different configuration. Therefore, it is worth studying it in more detail.
Ural motorcycle engine assembly
After the repair, assembly should be carried out based on the diagram described above; it is carried out in the reverse order. Please note that not only the repair itself, but also the accuracy of assembly affects the reliability of the motor. Owners often complain that the engine performs even worse than before the repair, forgetting that the reason for this behavior of the engine was precisely poor-quality repairs.
After the engine is assembled, check the ignition adjustments, carburetor settings and valve clearances. If everything is in order, you can start the engine and make adjustments to the settings at idle and while driving. Don't forget that new parts should be run in. Properly worn parts are less likely to fail during the season. If everything was done correctly, then the repair of the Ural motorcycle will pleasantly surprise you, first of all, with improved acceleration, gas response and maximum speed.
Valve adjustment for Ural M-67, IMZ
On this engine the recommended clearance is 0.05mm. Therefore, you will need a probe with exactly this thickness. It also has slightly different saddles, but this does not affect the adjustment process. The motorcycle should also be tilted before starting work. The process goes like this:
- Remove the valve cover and drain the oil;
- Set the cylinder to TDC on the compression stroke;
- Checking the gap. If the distance does not correspond to the norm, then we will use the rotation of the valve stem.
This is how you can easily and quickly adjust the valves. This work is not difficult, but it will avoid many problems with the engine. Also, with properly adjusted valves, flow is reduced.
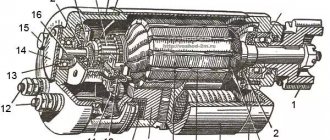
Dismantling the Ural motorcycle engine
Repair of a Ural motorcycle should be carried out in stages. The first step is to prepare your garage and the engine itself. All dirt and oil must be washed off the engine so that they do not get inside. Laying a film on the floor will help protect the garage floor, because it is easier to throw away a piece of cellophane than to remove the remaining grease from the garage floor. Disassembly process:
Following this diagram, you will be able to get to the main parts of the engine in order to conduct a full diagnostic of the gaps and, if necessary, replace the parts with new ones. It is worth noting that if a part has a gap close to wear, then it is better to replace it, since most new spare parts lead to increased load on the entire engine while it is running in. Such increased pressure on old components can lead to their wear, which means the appearance of noise.
We recommend carrying out comprehensive repairs before the start of the season. This approach will allow you to get rid of all problems with mismatched gaps and skate several seasons without worries. Otherwise, the motorcycle engine may break down at the height of the season and make it impossible to move on two wheels for a long time.
When is adjustment still needed?
Sometimes the valve seats begin to fit loosely against this cap. Then the valves need to be ground in. After this you need to set the correct interval. Knowing how to grind valves, you can also avoid many problems with the engine. For this work it is better to use lapping devices.
Sources used:
- https://mirmotorbike.ru/sssr/regulirovka-klapanov-dnepr.html
- https://motoholder.ru/remont/regulirovka-zazorov-klapanov
- https://motoznai.ru/otechestvennye-motocikly/mototsikl-ural/regulirovka-klapanov.html